EDGECAM Wellenförmiges Schruppen
Was ist wellenförmiges Schruppen?
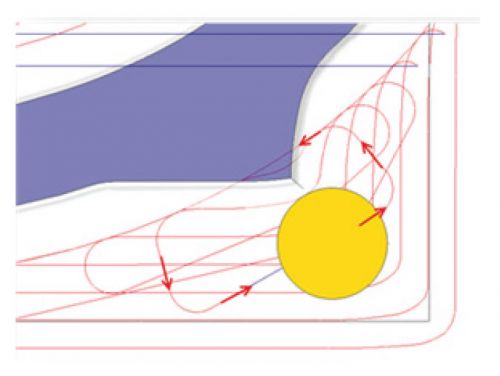
Die wellenförmige Strategie ist eine Methode der Hochgeschwindigkeitsbearbeitung, bei der eine gleichbleibende Belastung des Werkzeugs erreicht wird. Dies geschieht, in dem der Werkzeugeingriffswinkel in das Material konstant gehalten wird. Daraus resultieren eine gleichbleibende Geschwindigkeit und glatte Werkzeugbahnen ohne scharfe Richtungsänderungen. Damit werden sehr hohe Vorschübe und Drehzahlen möglich.
.jpg)
Konstanter Eingriff im Material
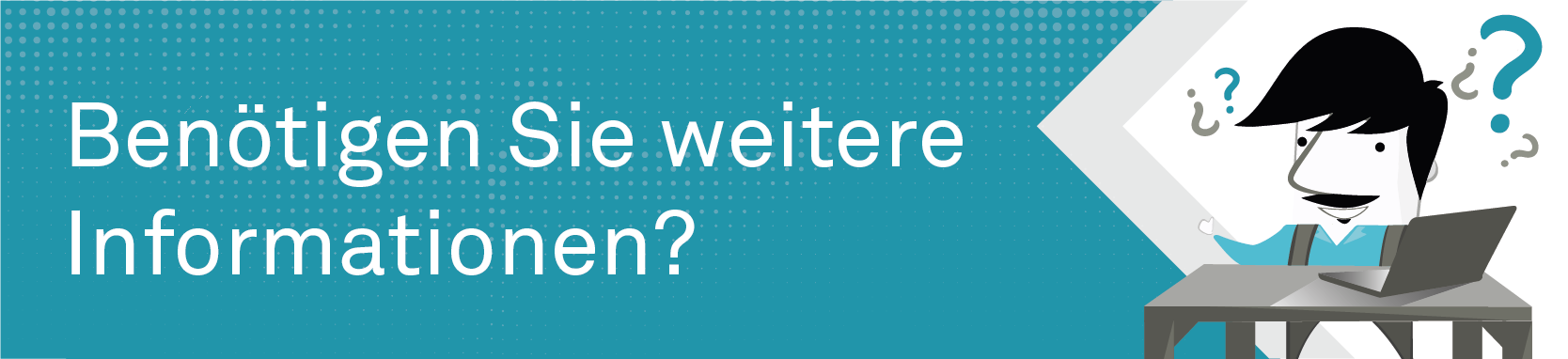
Obwohl eine konzentrische Strategie auf den ersten Blick einfach erscheint, ergibt sich hier das Problem, dass das Werkzeug in die Ecken „eindringt“. Dieses Verhalten reduziert die Lebensdauer des Werkzeugs und führt zu einer Werkzeugüberlastung, bis hin zum Werkzeugbruch. In der Praxis muss der Mitarbeiter dann an der Maschine oftmals den Zyklusvorschub reduzieren, was zu längeren Bearbeitungszeiten führt.

Im Vergleich dazu wird bei der wellenförmigen Strategie der Werkzeugeingriff konstant gehalten, was dann über den gesamten Zyklus zu optimalen Vorschubwerten führt. Die Werkzeuge halten länger, brechen seltener - und dies trotz schnellerer Vorschübe und kürzeren Bearbeitungszeiten.
Die wellenförmige Werkzeugbahn
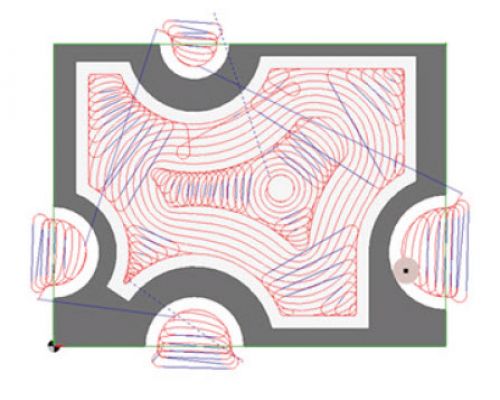
Um einen konstanten Materialabtrag zu gewährleisten, arbeitet der Zyklus vom Rohmaterial zum Teil. Dieses Verfahren zeigt insbesonders bei externen Regionen grosse Vorteile, weil das Werkzeug über längere Zeit ohne Abhebebewegungen im Eingriff ist.
Traditionelle Werkzeugbahnen, die bis zum Erreichen der Fertigteilkontur mit nur einem Werkzeugversatz arbeiten, können zu scharfen Ecken und vielen Richtungsänderungen führen.
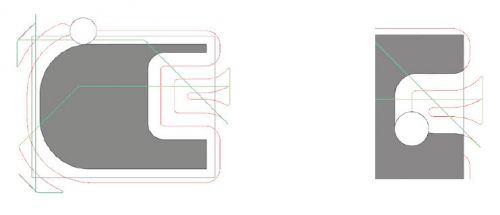
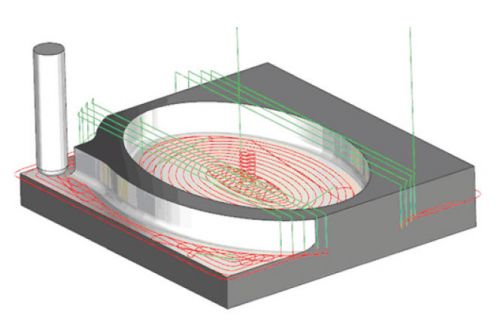
In Taschenregionen wird das Werkzeug in der Mitte spiralförmig auf die Tiefe bewegt und danach die Tasche „geöffnet“. Somit wird ein kontinuierlicher, spiralförmiger Schnitt erzeugt.
Automatische Anpassung des Werkzeugeingriffs
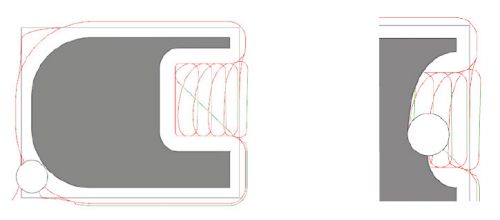
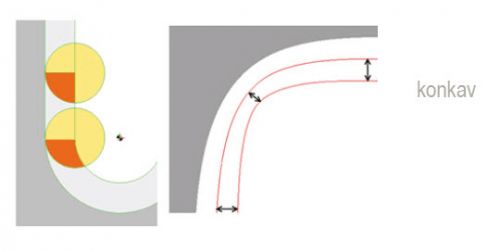
Um den Werkzeugeingriff und den Materialabtrag konstant zu halten, wird die Werkzeugbahn automatisch angepasst. Beim Arbeiten in einem konkaven Bereich ist der Werkzeugeingriff höher. Der Versatz zwischen den Durchgängen wird vom Zyklus angepasst, um den gewünschten Eingriff ins Material einzuhalten.
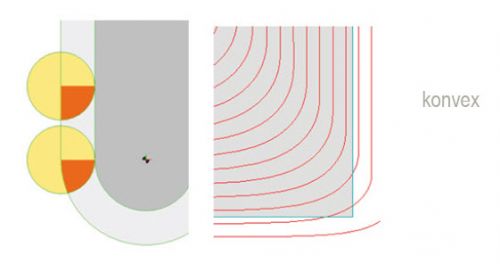
Bei einem konvexen Bereich tritt ein gegenteiliger Effekt ein. Beim Abtragen des Materials wird der Werkzeugbahnversatz erhöht, um den gewünschten Eingriff ins Material zu erzielen.
Glatte Werkzeugbahnen
Weiche und tangentiale Werkzeugbahnen ohne scharfe Richtungsänderungen ermöglichen nicht nur hohe Vorschübe und Drehzahlen, sondern reduzieren auch Schwingungen und Vibrationen während der Bearbeitung.
Verbinden der Werkzeugbahn
Verbindungen innerhalb des Zyklus berücksichtigen die für die Maschine gesetzten Einstellungen für Eilgang und hohe Vorschubrate. Der Zyklus wählt automatisch die jeweils schnellste Verbindung. In lokal begrenzten Bereichen bleibt das Werkzeug auf „Tiefe“ und bei längeren Bewegungen wird das Werkzeug im Eilgang zurückgezogen und danach wieder auf Position bewegt.
Auf Tiefe bleiben
Wenn das Werkzeug Material in einem lokal begrenzten Bereich entfernen muss, wird die Bahn automatisch um das Rohmaterial bewegt. Die Bewegungen auf der Bearbeitungstiefe können mit hoher Vorschubrate erfolgen. Zusätzlich kann ein kleinerer Wert für einen Rückzug angeben werden. Dadurch wird vermieden, dass das Werkzeug über den Boden der Komponente schleift.
Bearbeitung von Vollschnitten (Hochgeschwindigkeitsbearbeitung)
Das wellenförmiges Schruppen bietet eine erhebliche Verbesserung gegenüber herkömmlichen Schruppstrategien, indem ein konstanter Materialabtrag gewährleistet wird. Das wellenförmige Schruppen ermöglicht dadurch eine optimale Hochgeschwindigkeitsbearbeitung, insbesondere bei der Verarbeitung von harten Materialien. Die Schneidenlänge des Werkzeugs wird hier effi zient eingesetzt, so dass sich die Schnittbelastung über die gesamte im Eingriff befindliche Schneide verteilt.
Das nachstehende Beispiel zeigt, welcher Vorschub und Zustellung beim Arbeiten in einem harten Material erzielt werden kann.
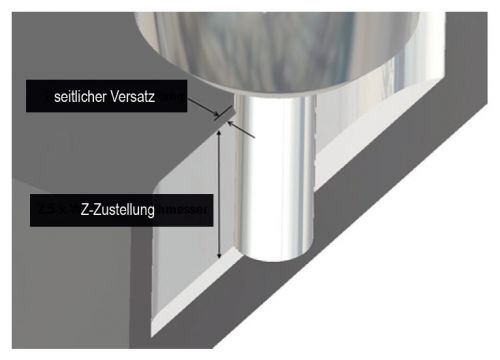
Material: SS1650 C-Stahl (Formenplatte)
Werkzeug: Schaftfräser Ø 10mm Schneidenlänge 25 mm
Z-Zustellung: 20 mm
Seitlicher Versatz: 10%
Vorschub: 5700 mm / min
Drehzahl: 9500 Umdrehung / min
Wellenförmig oder Trochodial?
Im Vergleich zur Trochodialbearbeitung bietet das wellenförmige Schruppen, insbesonders bei kleinen Versatzwerten und konvexen Regionen, einen konsistenteren Werkzeugeingriff.